今回は、3Dプリンタのマテリアルについてレポートしてみたいと思います。
現在(2017年10月)Fab-coreで利用できるマテリアルは、ABSライクの白とゴムライクのエラストマー黒の2種類があります。その2つのマテリアルを混ぜ合わせる12種類のパターンが用意されています。
マテリアルは、ABS白のみかエラストマー黒のみ、もしくは混ぜて使う12種類の中から好きなものをSTLファイルごとまたは1つのSTLファイルのボディの塊ごと(詳しくは前回のレポートその2をご覧ください)に選ぶことができます。
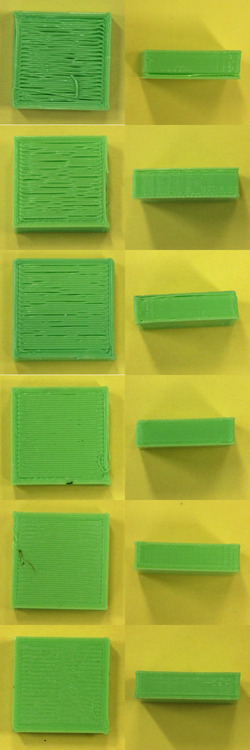
この白と黒のマテリアル、色だけではなくて大きな違いは柔らかさです。ABSライクの白は硬く、ゴムライクの黒のエラストマーはとても柔らかいです。
違いを動画で見てください。
左側がABSライクの割合が多く右に行くほどゴムライクの割合が多くなっています。
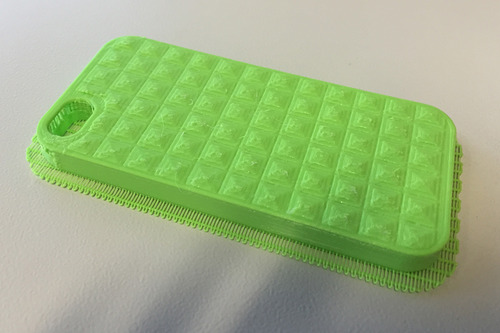
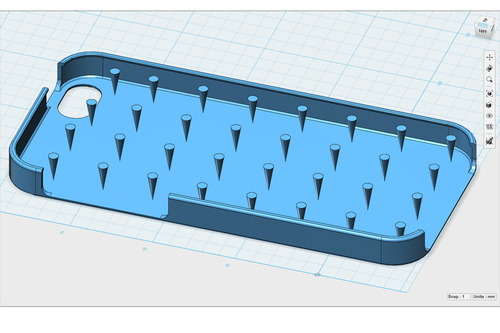
柔らかさ以外の違いは、ABSライクの白のみだと衝撃に弱いです。
フィギュアは落としたら割れてしまいました。(わざと落としたわけではないです)
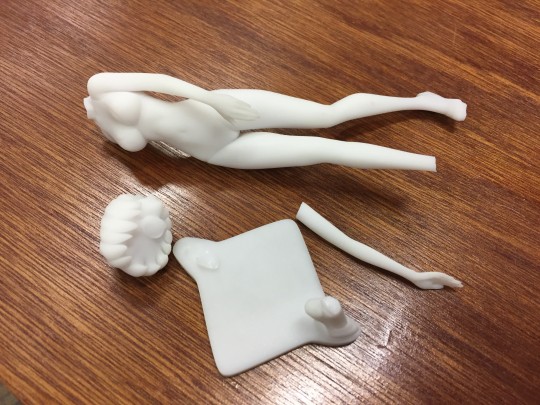
同じものをABSライク白とエラストマー黒が少し混ざっているもので出力してみると黒が混ざっている方が細かい部分でも壊れにくかったです。この辺りはもう少し検証が必要ですね。
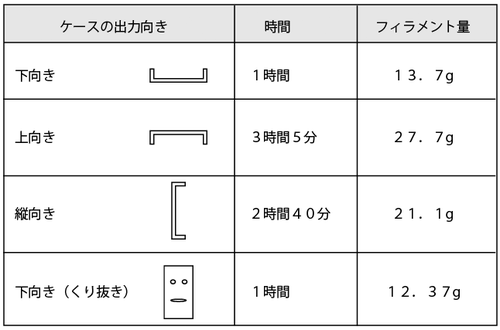
また、白のみ黒のみのシングルマテリアルで出力した方が出力時間は短くなります。2種類以上のマテリアルを一度に使うと出力時間は約1.5倍ほど長くなります。
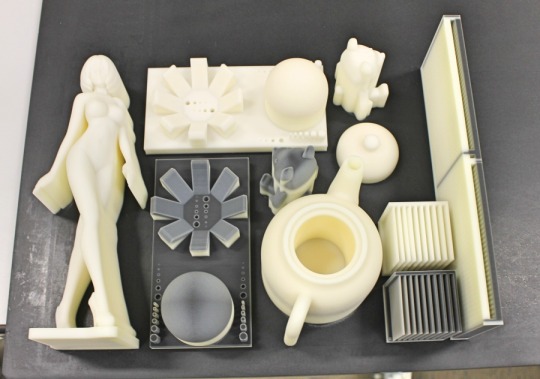
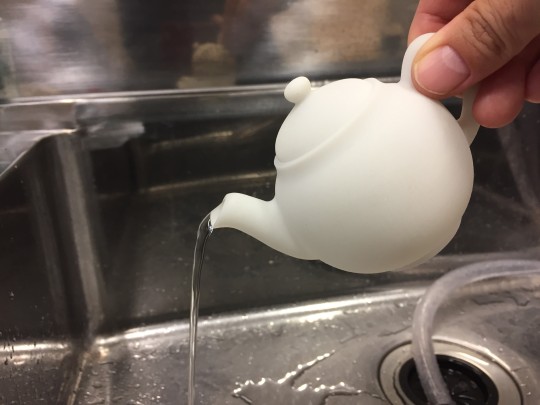
この3Dプリンタのマテリアルの特徴として耐水性があります。このような急須を作ってみましたが、水がもれずにちゃんと容器として使えました。
出力時間に関してはZ方向の高さで決まるので、たくさん並べて出力しても一つだけ出しても時間的にはほとんど変わりません。一度にたくさん作った方が、材料費はかかりますが、時間あたりの金額は減らせるので安くなると思いいます。
一番上の写真のフィギュアや急須など白と黒の両方を使ったマルチマテリアルで出力した場合の造形時間は16時間15分で利用料、材料費など含めて金額は48,821円(2017年当時の料金設定で計算)でした。同じものを白のみのシングルマテリアルで作った場合は、造形時間が10時間2分で値段は41,571円(2017年当時の料金設定で計算)です。
ちなみにシングルマテリアルで急須のみ出力した場合は、造形時間が9時間55分でお値段は17,837円(2017年当時の料金設定で計算)でした。(急須は蓋をとった状態で出力していて、高さが5.8cmです。蓋と急須は一緒に出力しています)
マテリアルに関してはまだまだ色々試してみたいことはあるので、実験したら報告します!
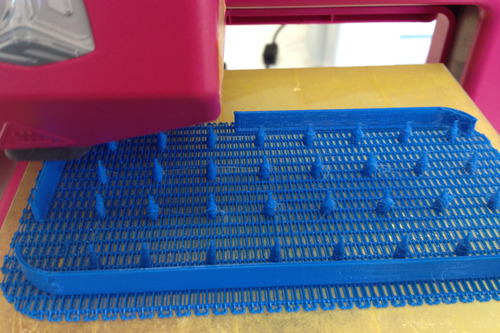
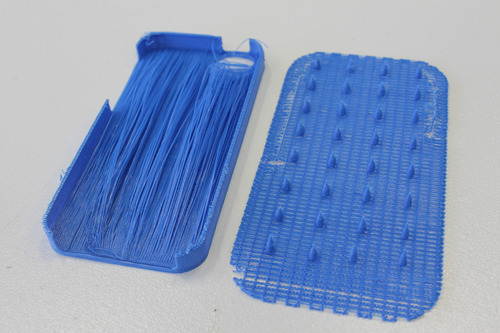
次回は、サポートをとる後処理についてのレポートです。