使用レポートその2は、Fab-coreに新しく入った3Dプリンタの特徴である複合マテリアルについてです。
今回は、複合マテリアルを利用するためのSTLファイル作成方法を説明します。
複合マテリアルを使うためには、複数のボディが存在する状態で(結合されていない状態で)STLファイルになっていることが必要です。
これは、どのソフトウェアで3Dデータを作成するかによってデータの作り方、保存の仕方は変わってくると思うのですが、ここではFusion360を使って複合マテリアルのためのSTLファイルを作成する方法を説明します。
(今回は、Fusion360での基本的なデータ作成については、理解しているものとして話を進めます)
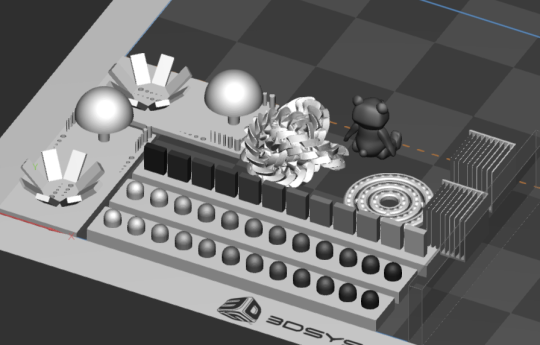
1、まずは、データを作成します。
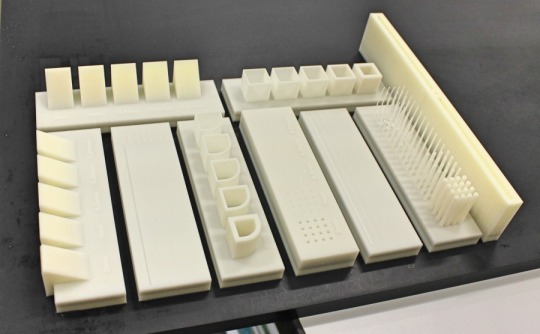
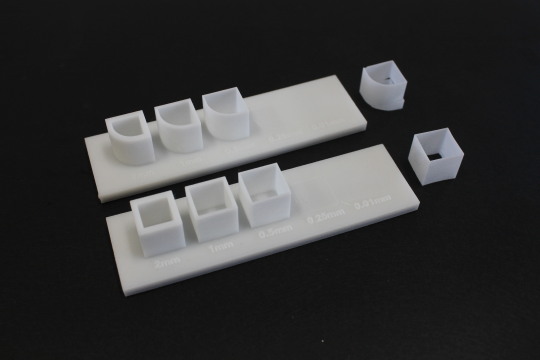
今回は、利用できるマテリアルをすべて触って試せるようなデータを作ってみました。
一つ一つのパーツが別々のボディになっています。
Fusion360でSTLに保存するときは、メイクから3Dプリントを選択し、プリントしたいボディを選びSTL形式で保存すると思うのですが、このときボディは一つしか選択できません。
FDM方式で作る時はプリントしたいボディを全て結合してからSTLファイルにしていたのですが、結合してしまうとマテリアルを選択することができないので別の方法で保存したいと思います。
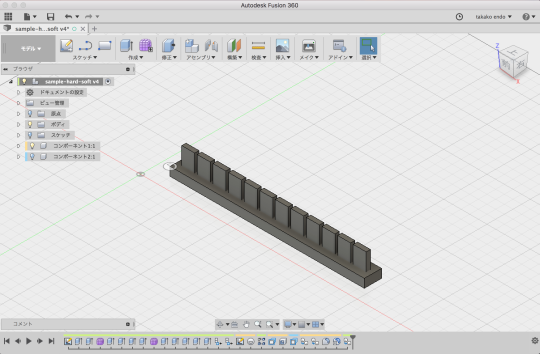
2、アセンブリから新規コンポーネントを選び、ボディからにチェックを入れます。どれでもいいので一つボディを選択してOKします。
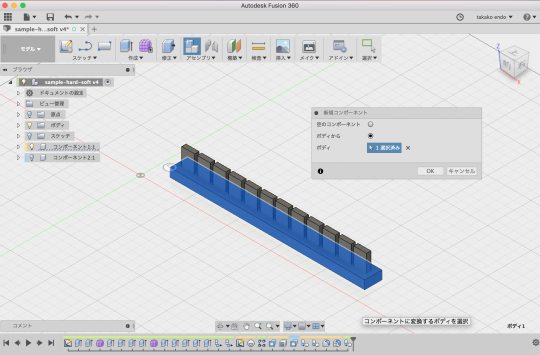
新しいコンポーネント(コンポーネント9:1)ができてボディ1が入っています。
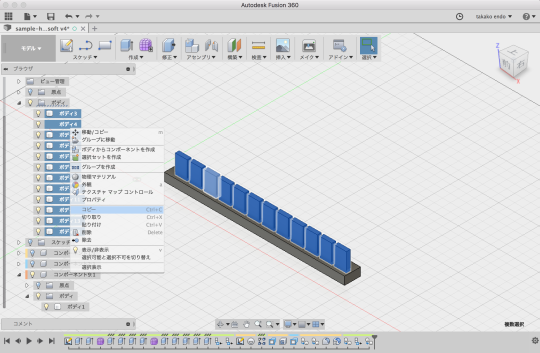
3、次にコンポーネントを作る際に選択しなかった残りのボディをブラウザから選択し、右クリックしてコピーを選びます。もしくはCtrl+C(⌘Cではないので注意)
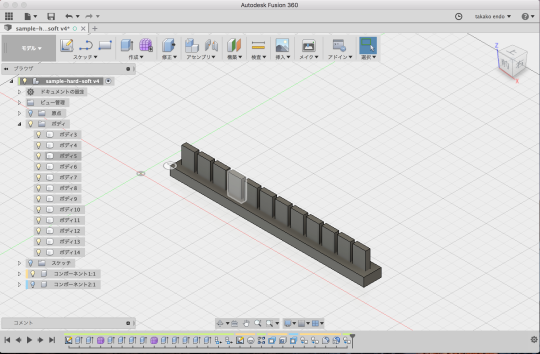
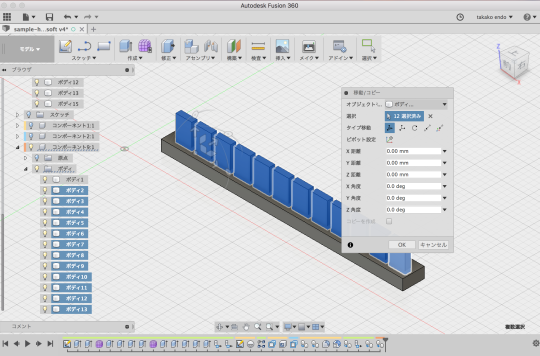
4、その後、2で作ったコンポーネントを選択した状態で(今回はコンポーネント9:1。コンポーネントの中のボディフォルダを選択してもOK)右クリックして貼り付け(Ctrl+V。⌘Vではないので注意)。
すると、移動/コピーのダイアログボックスが表示されますが、そのままOK。これで、新しく作ったコンポーネントの中に全てのボディが入りました。
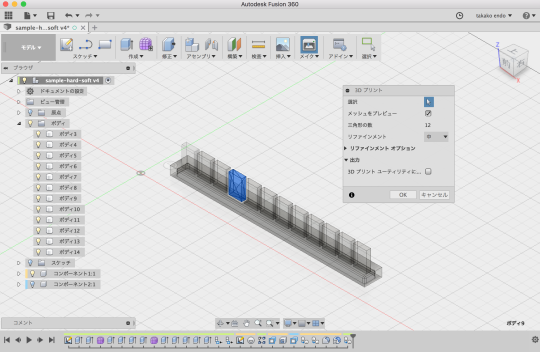
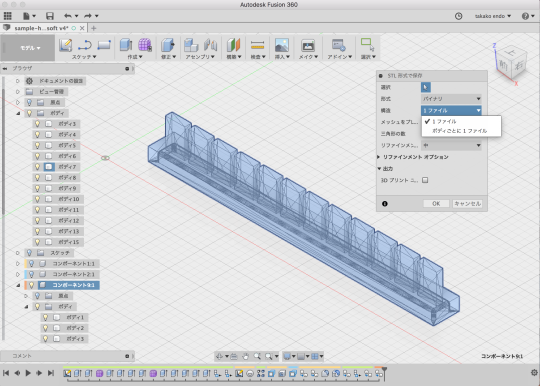
5、2で作ったコンポーネントを選んで、右クリックするとSTL形式で保存という項目が出てきます。
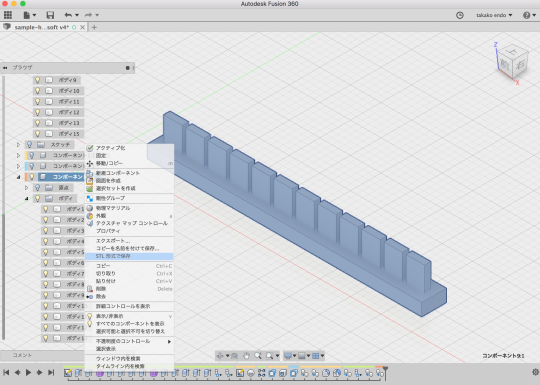
6、これでSTL形式で保存を選ぶと、それぞれのボディが結合せずに、そのままの形を保ったまま1つのファイルとして保存できます。OKを選び、任意の場所にSTLファイルを保存します。
これで、複合マテリアルを使う準備ができました。
この後、3Dプリンタでどうやってマテリアルを選ぶのか見ていきます。
7、3Dプリンタに送るためにマテリアルを選ぶのはとても簡単です。ここからは、Fab-coreにある3Dプリンタと繋がっているPCから操作します。3D Sprintを起動し、データをインポートします。
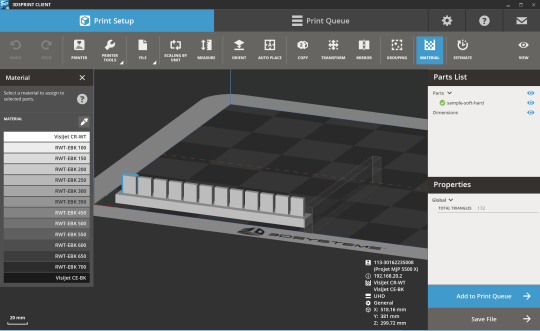
マテリアルを選択すると、このようなグレースケールのパレットが出てきます。
14種類の中から選べます。パレットの一番上(visiJet CR-WT)はABSライクの白のみ。一番下(visiJet CE-BK)はゴムライクの黒のみ。ABSライクの白は固く、ゴムライクの黒は柔らかいです。
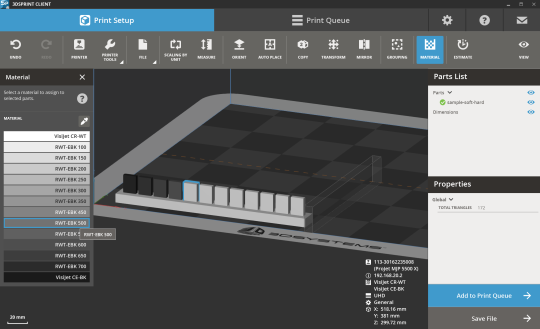
2つの間にある12種類(RWT-EBK100~700)は2つのマテリアルを混ぜたものです。
読み込んだファイルにカーソルを近づけるとボディそれぞれを選択できるようになっているので、ボディごとにマテリアルを割り当てることができます。
データさえ作ってしまえば、あとは簡単に一つの造形物の中に複数のマテリアルを組み合わせてプリントすることができます。
ここまで、複合マテリアルのためのSTLファイルの作り方でした。
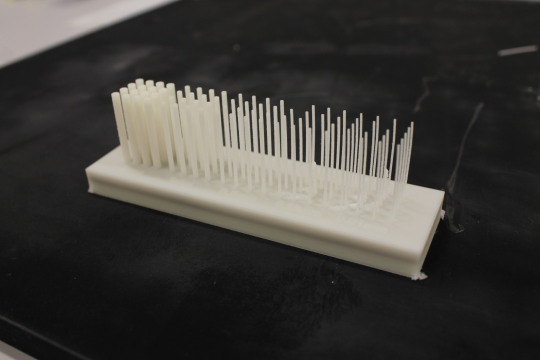
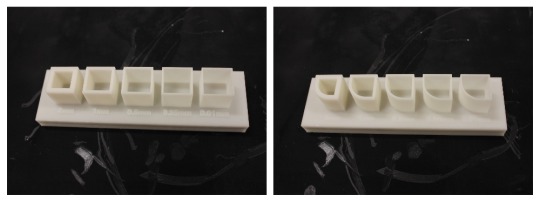
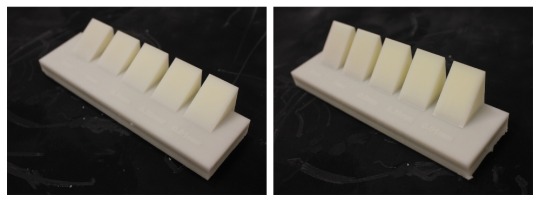
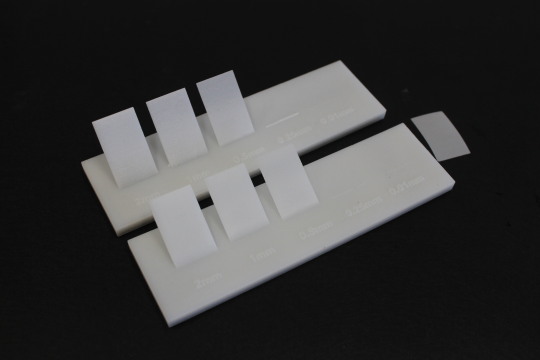
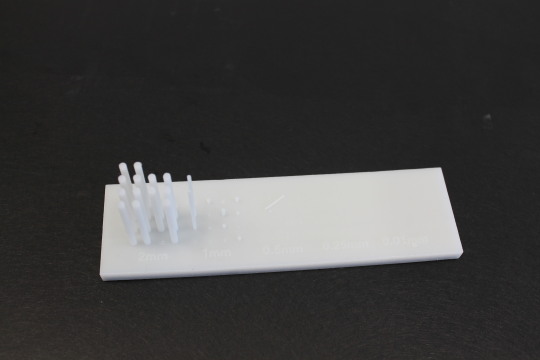
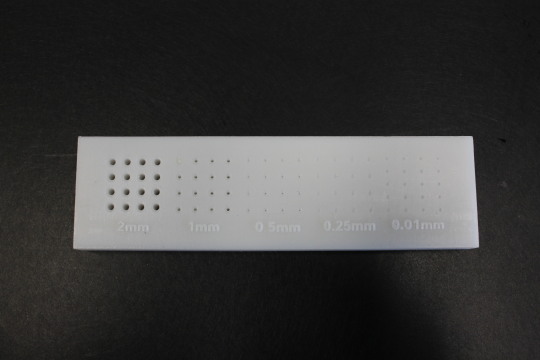
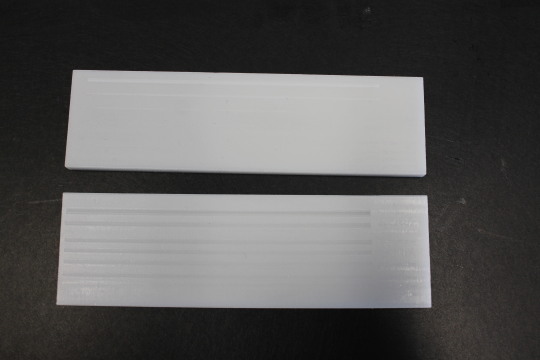
実際に出力したものが下の写真です。
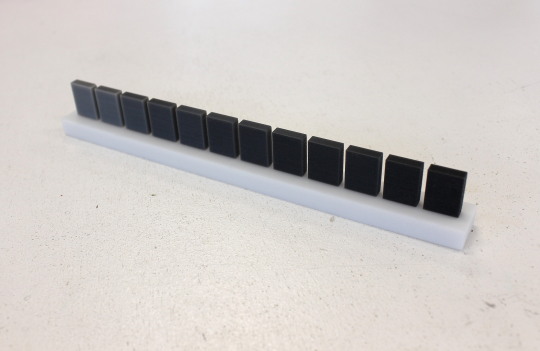
次回は、それぞれのマテリアルの特徴など見ていきたいと思います。